

Titanium is the 22nd element in the periodic table and the first element in a group of metals known as the Transition Metals. It is the 9th most abundant element in the Earth’s crust and the 4th most abundant structural metal after aluminium, iron, and magnesium.
Like most metals, titanium does not occur in nature as a pure metal. Instead, it is found combined with other elements in the form of minerals. The main titanium minerals are ilmenite (iron and titanium oxide, FeTiO3) and rutile (titanium dioxide, TiO2).


The Discovery And Early Production Of Titanium
Titanium was first discovered in 1791 in Cornwall by the Reverend William Gregor.
The new element was named Titanium (derived from the Titans, the sons of the Earth goddess of Greek mythology) by the German scientist Martin Heinrich Klaproth.
Titanium was discovered in its natural form as titanium oxide, and it was not until 1910 that pure titanium metal was produced, albeit on a small scale, by the American metallurgist Matthew Arnold Hunter at Rensselaer Polytechnic Institute in cooperation with the General Electric Company in the USA. Hunter obtained titanium by reducing titanium tetrachloride (TiCl4) using sodium in an evacuated steel bomb.
Alpha And Beta-Titanium
Titanium can exist in two different phases based on the structure of its crystals: the alpha phase and the beta phase. The alpha phase is a hexagonal close-packed structure, while the beta phase is a body-centred cubic structure.
Commercially pure titanium is alpha in structure. Certain alloying elements such as aluminium and tin tend to stabilise the alpha phase, whereas transition metals, such as vanadium, often stabilise the beta phase.
Titanium alloys that support both phases show improved physical properties compared to alloys in which only one phase is stabilised. In fact, one of the most widely used titanium alloys contains 6% aluminium and 4% vanadium, hence the name Ti-6Al-4V (also known as Grade 5 titanium).

High Strength And Low Density
The application of titanium and its alloys has seen rapid growth over the last few decades, mainly as a result of an attractive combination of high strength and low density. The density of titanium (4.5 g/cm3) is almost half that of copper and less than 60% the density of stainless steel. The tensile and yield strengths of titanium are comparable to those of most stainless steels. The resulting high strength-to-weight ratio accounts for the widespread use of titanium, most notably in the aerospace industry.
Industry-Wide Usage
Nearly 80% of titanium is used in the aerospace industry. Titanium and titanium-rich alloys have also found widespread use in medical applications, such as in medical implants, due to their biocompatibility, corrosion resistance and mechanical strength. Chemical processing is another area where titanium is used due to its outstanding resistance to aggressive chemical environments.
Corrosion Resistance
Titanium alloys are also known to possess excellent corrosion resistance. While titanium itself is a very reactive metal, it exhibits excellent corrosion resistance in practice thanks to its ability to form an insulating or protective oxide layer upon exposure to oxygen.

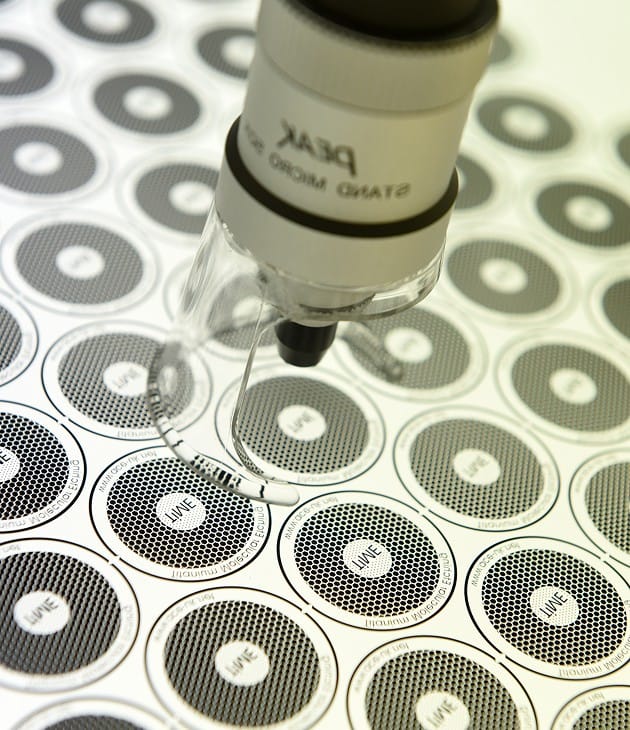
Recognising the potential of photochemical etching in the manufacture of titanium parts, ACE has invested in an intensive R&D programme to develop a non-HF process for the etching of titanium alloys. These R&D efforts have culminated in the development of the TiME process for etching titanium (both alpha and beta) and nickel-titanium alloys. The new process uses a unique chemistry that is safer than conventional HF-based solutions. The process also includes a pre-treatment step to improve photoresist adhesion to the metal, as well as a post-etch treatment process to achieve the required surface finish.
TiME Process
The recent expansion of the company to double its previous size has been driven in part by the success of the new TiME process. ACE has invested in a new etching department, including new staff and state-of-the-art etching, cleaning, measuring and inspection equipment.
Thickness 25 µm To 1.0 mm
Etching can produce complex features and geometries in titanium sheets . Thicknesses ranging from 25 µm to 1.0 mm can be processed using the TiME process. Moreover, the process does not affect the chemical and mechanical properties of the metal.
Wide Impact
ACE believes in the value of scientific knowledge and research in advancing the state of the photochemical etching industry. Innovations in this industry can have a huge impact on other industries which use photo-etched components in the manufacture of their products, such as the medical, electronic, automotive and aerospace industries.
At ACE, we combine cutting-edge chemical etching technology with decades of expertise to deliver precision metal components.
Whether you're an experienced engineer, new to metal etching, or just curious about what we do, we’ve got you covered.



 Home
Home











